機械加工(gōng)廠")
銑削機械加工工藝分析
發布(bù)日期:2019-11-12 00:00 來源:http://www.zzhuida.com 點(diǎn)擊:
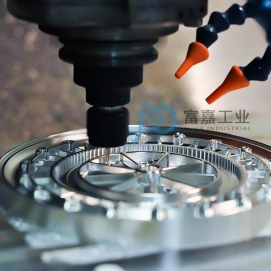
銑削和車削運動方式相反,它是利用旋轉的多人刀具作旋轉運動來切削工件,是高效率的加工方法。銑削時,刀具旋轉(主運動),工件移動(dòng)(進給運動),工件也可固定,但此時旋(xuán)轉的刀具還必須移動(dòng),即刀具同時完成主運動和進(jìn)給運動。銑削一般在銑床或(huò)鏜床上進行,適用於加工平麵(miàn)、溝槽、各(gè)種成型麵如花(huā)鍵、齒(chǐ)輪、螺紋和模具的特殊型麵等。

銑(xǐ)削操作注意事項:
(1) 銑(xǐ)削不規則的工件及使用虎鉗、分度頭或專用夾具夾持(chí)工件時,不規則工件的重心及虎鉗、分(fèn)度頭、專用夾具等盡可能(néng)放在工(gōng)作台(tái)中間部 位,避免(miǎn)工(gōng)作台受力不均,產生變形;
(2) 在快速或(huò)自動進給銑削時,不準把工作台擠到兩極端,以免(miǎn)擠壞絲杆(gǎn);
(3) 不準用機(jī)動對刀(dāo),對刀應手動進(jìn)行;
(4) 工作台換向時,必須將換向手柄停(tíng)在中間位置,然後再換向,不能直接換向;
(5) 銑削鍵槽軸類,或切割薄的工件時,嚴防銑壞分(fèn)度頭及(jí)工作台麵;
(6) 銑削平麵(miàn)時,必須使用有(yǒu)四個刀頭以上的刀盤,選擇合適的切削用量,防止機床在銑削中產生(shēng)振動。
銑(xǐ)削的特征是:銑刀各刀齒周期性地間斷切(qiē)削,每個刀齒在切削過程中厚(hòu)度是變化的,每齒進給量表示銑刀每轉(zhuǎn)過一個刀齒(chǐ)的時間內工(gōng)件的(de)相對位移量。





 阿(ā)裏旺旺
阿(ā)裏旺旺