尾礦蒸養磚生產線


一、簡介
尾礦蒸養磚生產線是以工業廢(fèi)料尾礦、石灰為主要原料,摻入一(yī)定的添加劑經過配料消解壓製成型,經(jīng)高溫蒸汽養護成(chéng)型的生產線設備。
尾礦蒸(zhēng)養磚主要是依靠生石灰中的CaO和尾(wěi)礦(kuàng)中的SiO2,在0.8mPa以上壓力的飽和蒸汽(174.5℃以上)的條件下起熱合成反應,生成各(gè)種類型(xíng)的(de)矽酸鹽(yán)類膠凝(níng)物質,其中絕大部分為水化矽酸(suān)鈣,和少量的矽酸鎂等。與骨料渣牢牢的膠結(jié)在一起,形成一定的結構強度,經過尾礦(kuàng)磚機加壓成形為高強度尾礦磚,適用於多(duō)層混合(hé)結構(gòu)建築的(de)承重牆體,可以來代替黏土燒結實心磚。
二、生產背景(jǐng)
尾(wěi)礦蒸養磚生產線原料以尾礦、建(jiàn)築垃圾、工業廢料、石灰為主,我國的(de)礦產資源相對比較豐富,可是在選礦的有限條件下,礦石磨細分組之後所排放的固體廢料還是很多,如此之多(duō)的(de)尾礦不僅浪費了這些可貴的資源,對我國的環境也帶來了很大的危(wēi)害。
隨著科(kē)學技(jì)術的迅速發(fā)展,眾多學者對尾礦進行了深入(rù)研究(jiū),裏麵含有豐富的金屬元素(sù),將尾礦廢料作為一種可利用資源回收處理(lǐ),是一項維持可(kě)持續發展的必然選擇。由於尾礦的物理和化學特性,它可以作為一(yī)種新型(xíng)建材原料來使用,針對這(zhè)一現象,我公司在磚機方麵進行了一次可觀性(xìng)的研發,製(zhì)造新型全自動尾礦蒸養磚機設備。
三(sān)、生(shēng)產線設(shè)備
主要設備:攪拌機、消化機、尾礦蒸養磚(zhuān)機、輪碾機、蒸(zhēng)壓釜;
輔助設備:箱式給料機、螺旋輸送(sòng)機、鬥式提升機、骨料秤、皮帶輸送機、蒸養小車、擺渡車。
四、生產工藝流程
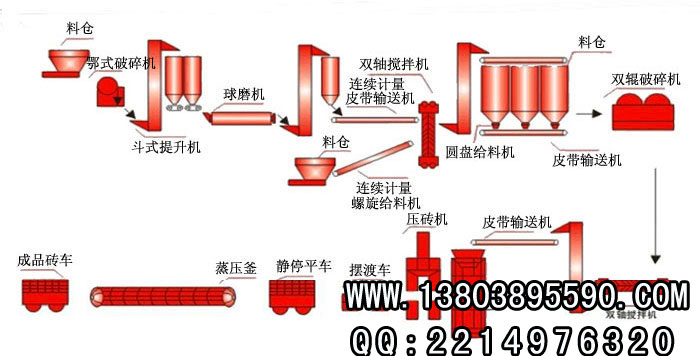
工藝簡述:
1、原材料製備
尾礦、脫(tuō)硫石膏、石灰等由汽車運進(jìn)廠單(dān)獨存放在(zài)廠內,石膏灰等經過破碎機破碎後再細(xì)磨後儲(chǔ)存起(qǐ)來備用。
2、配料及攪拌
以科(kē)學的配比將原料混合,經攪拌(bàn)機加水充分攪拌。
3、消(xiāo)化倉消解
將配(pèi)備攪拌好的原料經過皮帶輸送機輸送至消化倉消解,消(xiāo)化倉為連續式的,倉錐鬥內設改流錐,避免棚倉,有利於物料卸料過程中形成整體流,提高了消化效果(guǒ)。
4、坯料由皮帶輸送機送(sòng)至料箱
經過(guò)消化倉消解過的物料用皮帶輸送機送(sòng)至輪碾(niǎn)攪拌機再進行充分攪拌, 物料經充分壓實、均化(huà)後可增加物料塑性,從而改善產品的質量,從輪(lún)碾卸(xiè)出(chū)的物(wù)料再(zài)由皮帶輸送機(jī)送至料(liào)箱,準備壓製工作。
5、壓製成型
原料處理完之後,料箱裏的物料經過推拉(lā)缸的作用在主機模框裏來回(huí)移(yí)動,提高物料的均勻度,由主機高(gāo)壓壓製成型,成型後由機械(xiè)手直(zhí)接碼垛至蒸養小車。
全自動液壓磚機(jī)是國(guó)內先(xiān)進(jìn)的環保設(shè)備,為四(sì)柱式液(yè)壓機,噪音低,無汙染,是國家倡導的合格產品。設備技術先進,性能穩定可靠,成品率高,產量大,自動(dòng)化程度(dù)高,是生產環保(bǎo)磚的可靠設備。
5.1 尾礦蒸(zhēng)養磚機

具有以下(xià)特性:
1、液壓磚機(jī)液壓係統為雙泵雙回路,采用獨特的組合閥塊(kuài)、完成填(tián)料、排氣、加壓及脫模的工作流程;
2、液壓係統采用進口比例閥、液控變量泵等元(yuán)器件,係統壓力與流量可以根據實際工況進行無級調節,適應性強,無(wú)衝擊,效率高,能耗低,發熱少;
3、液壓泵采用沉入式,閥塊(kuài)高度(dù)集成,結構緊湊,外(wài)置油路少,係統布置簡潔明了,漏油概率大(dà)大降低,環境噪聲大幅減小。
4、蒸養磚機電控係統采用(yòng)邏輯數字控製器,能對整個(gè)生產工(gōng)藝過程實(shí)現閉環控製,輕鬆實現;
5、更換模具(jù)簡便、快捷,用時不超過1小時;
6、自動補料小車運用容積(jī)式加料方式且配有強製攪拌工具,以保證不(bú)料均勻和提高補料效率;
7、更換不同模具可以生產標(biāo)磚、多孔磚、盲孔磚、護坡磚等磚型。
5.2 主要技術參數
| 項目/型號 | YMZA-315 | YMZA-500 | YMZA-830 | YMZA-1200 |
| 加壓方式 | 雙麵加壓 | |||
| 公稱壓力 | 3150 | 5000 | 8300 | 12000 |
| 單位壓強(KGF/CM2) | 315 | 315 | 315 | 315 |
| 最大填料深度 | 300 | 300 | 300 | 300 |
| 粉煤灰摻量% | 70 | 70 | 70 | 70 |
| 年生產能力(萬塊標磚) | 1500 | 2500 | 3000 | 6000 |
| 總裝機(jī)功率 | 30 | 44 | 60 | 110 |
| 排氣次數(次) | 可設 | 可設 | 可設 | 可設 |
| 每次出磚數(塊標磚) | 10 | 16 | 20 | 36 |
6、蒸養釜蒸養階段
壓製出的製品(pǐn)直接碼垛到蒸(zhēng)養(yǎng)小車上,再經過擺(bǎi)渡車(chē)入編組軌道,編組後的蒸養(yǎng)小車經卷揚機牽引至(zhì)蒸壓釜內。在蒸壓釜的高溫蒸(zhēng)汽養(yǎng)護下,讓其坯體(tǐ)中的(de)料(liào)發生作用,從而獲得移動的強度和各種性能,形成(chéng)穩定的產品。養護分升溫、恒溫、降溫三(sān)個階段。關閉釜們後,抽真空0.5h,送蒸汽加溫2h,恒溫8h,降溫1.5h即可,出釜後的蒸養小車返回成型(xíng)階段等待循環利用。
7、出釜堆放
達到養(yǎng)護要求後的磚坯即可出釜,即為成(chéng)品。蒸養小車(chē)被牽引出釜後,由碼磚夾具進行卸載堆放。





