超短脈衝激光器:“熱”應用的高精(jīng)密微(wēi)切割
發布日期:2015-12-19 17:48 來源(yuán):http://www.zzhuida.com 點擊:
OFwee網訊:對於高精密的(de)應用,固定加工頭微切割是一種有潛力、在一些應用可以替代冷消融(róng)的加工方式。該加工方式可進一步通過錐角補償、加工氣體供給或工件處(chù)理優化。
介紹
超短脈衝(USP)現在已經慢慢從研究(jiū)實驗室轉移(yí)到(dào)了工業微加工。皮秒和飛秒(miǎo)級別的脈衝寬度使得材料能夠(gòu)不經過液化直接氣化。通過冷消融可(kě)以實現對玻璃(lí)、金屬、陶瓷和聚合物的逐層去除。鍾表業正在使用這種技術(shù)進行精細雕刻,掃描振鏡對複合材料的切割(gē)和鑽孔不會造成任何的(de)熱影響區(HAZ),因而產生的表麵和邊緣質量較高(見圖1)。

圖1:USP激光器通過冷消融的方式進行微加工。
左:在一個聚合物芯片係統實驗(yàn)室上約200μm寬的微(wēi)通道。
右:高邊緣質量的銅表針,顯示出一個明顯的錐角(寬度為0.7mm)。
然而,對於某些應用,使用掃(sǎo)描振鏡冷消(xiāo)融的加工方式得到的精度與錐角是不(bú)夠的。錐角是在切割縫的邊界時產生的(de),部分(fèn)是因為激光能量密度(每單(dān)位麵積的能量)在那裏比(bǐ)較低,部分是因為材料在那裏再(zài)沉(chén)積。對(duì)於這些應用,使用固定(dìng)加工頭、加工氣(qì)體噴嘴和高精度軸是很有(yǒu)優勢的。然而,軸的加速度和速度與掃描(miáo)振鏡相比是微不足道的。因此,激光引入的熱量在(zài)固定加工頭的應用中會比較多。即使是局部熔化材料也不能完(wán)全排除這種現象。盡管如此,可以依舊保持工件質量。與固體激(jī)光器和的“熱”相比,超短脈衝確保(bǎo)引入的(de)熱量在時間和空間(jiān)上是(shì)可控的。因此,仍然不會對工件造成熱影響。用固(gù)定加工頭的USP激光微(wēi)切割就如同微米範圍的熱加工。
更加陡的錐角和(hé)良好的邊緣質量
與掃描振鏡的冷消融加工方式相比,如果能正確采用固定加(jiā)工頭(tóu)微切割加工,則能形成更(gèng)陡的錐角,同時保持良好的邊緣質量。優化的(de)噴嘴能(néng)夠提供加工氣體,在高壓下去除材(cái)料(liào)的切縫。除(chú)了激光參數(shù),噴嘴的幾(jǐ)何形狀和位置,以及加工氣體的(de)類型和(hé)壓(yā)力同樣顯(xiǎn)著影響著切割效果。另一個重要的方麵就是合適的工(gōng)件固定夾具的發展,同(tóng)時支持(chí)可(kě)靠的固定(dìng)和材料的自由切割(圖2)。要將設計圖導入激光係統加(jiā)工時,必須考慮激光的切入(rù)以及出口的(de)位置。當涉及高(gāo)精度,工藝(yì)的開發(fā)和質量的控製時(shí),就需(xū)要適當的(de)測量設(shè)備,才(cái)能(néng)夠可(kě)靠地測量幾微米和表麵粗糙度值低於一微米(mǐ)的公差。

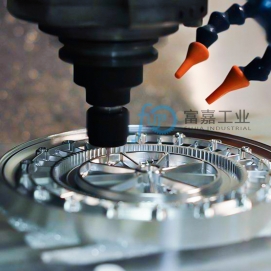
圖2:與掃描振鏡冷消(xiāo)融(róng)加(jiā)工方式相比,固定加工頭微切割能產生更高的(de)精度和更陡的錐角。
左:直徑約(yuē)5毫米的齒輪。
右:為了實現良好的質(zhì)量,由噴嘴(頂部)提(tí)供加(jiā)工氣(qì)體和合適(shì)的工件固定是(shì)必不可少的。
固定(dìng)光學能夠對金屬、矽和陶瓷等材料進行微切割(圖(tú)3)。為了(le)提高成本效率和(hé)生產率,可以考慮平(píng)行的加工頭。通快高功率超短脈衝激光TruMicro支持這樣的分(fèn)光方法(圖4)。
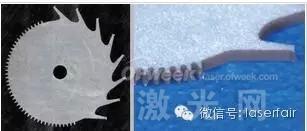
圖3:固定光學(xué)微(wēi)切割(gē)陶瓷。
左:約5mm直徑的部分,是鍾表行(háng)業應用(yòng)的一(yī)個測試幾何形狀。
右:藍寶石(shí)和矽也可(kě)以用這個方法來切割。
提高零件質量的後續處理方法
各種後續的處理也許能夠進一步提高工件(jiàn)質量。在絲電火花加工和微細銑削的情況下,可以考慮熱處理以(yǐ)獲得目標強度、硬度(dù)或退火材料。為了優化粗糙的表麵(miàn),如(rú)果需要(yào)的話,可以用一些化學的機械(xiè)後處理方法。激光切割(gē)工件,有(yǒu)時會(huì)通過電化(huà)塗層來達到理想(xiǎng)的表麵。鍾表業是應用固定光(guāng)學微切割或鑽加工方式最重要的領域之一,如紅寶石微軸承、手表手柄或其他元素。

圖4:TruMicro5000皮秒和飛秒(miǎo)係列激光器可提供的平均功率達(dá)100瓦,脈衝能(néng)量高達250微焦耳。超短脈衝的脈寬與其(qí)它(tā)參數結合,有助於減少和消除熱影響區域(HAZ)。
為鑽小孔設(shè)計的開孔加工頭
在加工過程中,通(tōng)常国产精品无码久久久需要得到一個陡的90度錐角。對於小孔的鑽孔,使用所(suǒ)謂的開孔加工(gōng)頭可以做到。當它(tā)涉及到更複雜(zá)的幾何形狀的微切割時,這種(zhǒng)類型的方法也變得越來越有優勢(shì)。從熱管理的(de)角度來(lái)看,這個加工方式與使用精確的機械軸固定加工頭微切割來加工是類似的。然而,一些開(kāi)發工作仍需改進現有開孔加工頭,使得它們變得更人(rén)性化,適用於比(bǐ)較複雜的工業微(wēi)切割應用。一個有趣而具有(yǒu)挑戰性的選擇是工件夾具(jù)由一個傾斜的錐角來補償,特別是切割出整個工件(jiàn)。






 阿裏旺旺
阿裏旺旺